Руководство по монтажу фитингов STAR
Руководство по монтажу электромуфт и электрофитингов с d 355 до d 1200 мм Star PE 100
Спигот фитинги
 |
 |
 |
| Специальное фланцевое соединение | Отводы гнутые | Тройник 450 |
|
|
|
| Специальное фланцевое соединение | Отводы гнутые | Тройник 450 |
Электромуфты и электрофитинги
 |
 |
|
| Переход | Тройник | Отвод |
Безопасность
Информация по применению электромуфт и электрофитингов с d 355мм до d 1200мм, данная в этом руководстве, должна быть внимательно прочитана и тщательно соблюдена!
Строго соблюдайте очередность рабочих операций, как это описано в данном руководстве. Несоблюдение этих указаний может привести к тяжким последствиям для здоровья или даже к смертельному исходу.
Общие указания
Работодатель несет ответственность за то, чтобы работу выполнял только обученный персонал. Пожалуйста, соблюдайте дополнительно к этому руководству общие правила и директивы UVV, DVS 2207, DVGW, EN1555, EN12201, EN 13244, местные инструкции и нормы для соответствующих стран.
Транспортировка и хранение
Транспортировка и хранение должны производиться в оригинальной упаковке и в горизонтальном положении. Муфты и фитинги надо хранить в месте, защищенном от влаги, грязи, ультрафиолетовых лучей и высокой температуры.
Электрический ток и мощность генератора
Применяя генератор, надо обратить внимание на достаточное количество залитого топлива и достаточную выходную мощность.
Применение
STAR электросварные муфты и электрофитинги применяются для изготовления сварных соединений труб PE 63, PE 80 и PE 100, согласно требованиям DIN 8974/75, EN 1555-2, EN 12201-2. Уровень давления, указанный на фасонных изделиях, должен соответствовать уровню давления трубы. После консультации с производителем возможна обработка труб других классов давления. Сварки с другими материалами, как PP, PVC и тому подобными, запрещены!
Обработка STAR сварных электромуфт и электрофитингов до d 630 мм может производиться при температуре окружающей среды в пределах от -10°C до +45°C. Сфера обработки от d 710 мм применима в пределах от 0°C до +45°C.
Монтаж и установка
| 1. Очистите трубу от загрязнений, отрежьте под прямым углом конец трубы, снимите фаску на внешнем и внутреннем канте трубы. Удалите стружку из трубы. Закройте защитными крышками все отверстия в трубах, не подверженных сварке. |  |
| 2. При необходимости примените приспособления для скругления труб. Проверьте измерительной лентой диаметр трубы перед и после процесса снятия оксидного слоя. | 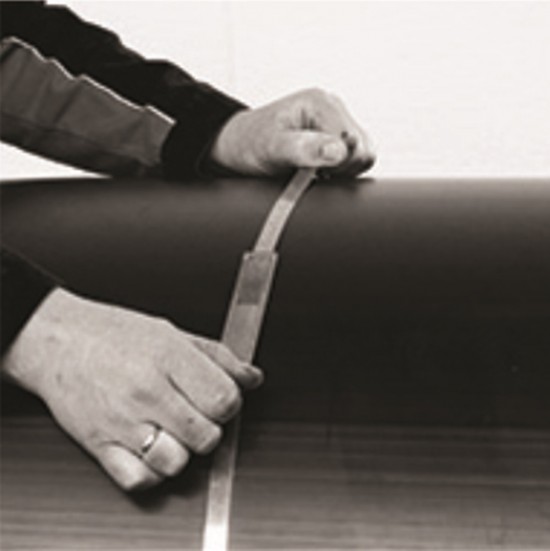 |
| 3. Измерьте обрабатываемую зону сварки трубы, при помощи электромуфты в упакованном состоянии добавьте дополнительно 1 см и отметьте перманентным маркером на трубе. |  |
| 4. Удалите оксидный слой с помощью специального приспособления для снятия оксидного слоя. Обратите внимание на минимальное удаление поверхности: 0,2 мм, а также максимально допустимое уменьшение толщины стенки труб. | 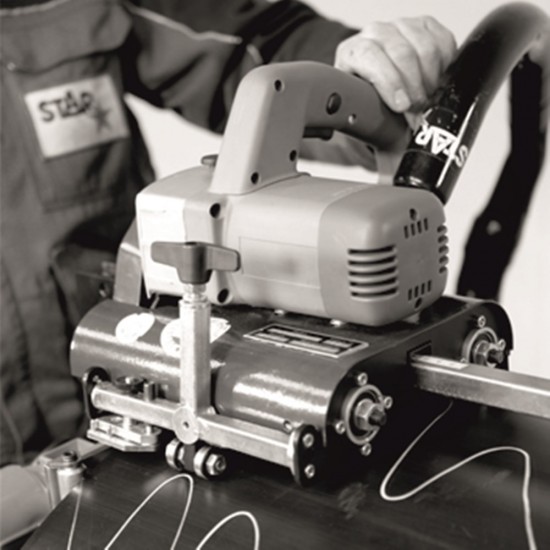 |
| 5. Зона сварки трубы и внутренняя поверхность электрофитингов STAR дoлжны быть абсолютно чистыми, сухими и не содержащими жира. Непосредственно перед монтажом и после снятия оксидного слоя, следует обезжирить эту поверхность соответствующим обезжиривающим составом, нанесенным исключительно на не оставляющей волокна салфеткой. Перед монтажом зона сварки электрофитинга и трубы должна быть чистой и сухой. Избегать касания руками зоны сварки. | 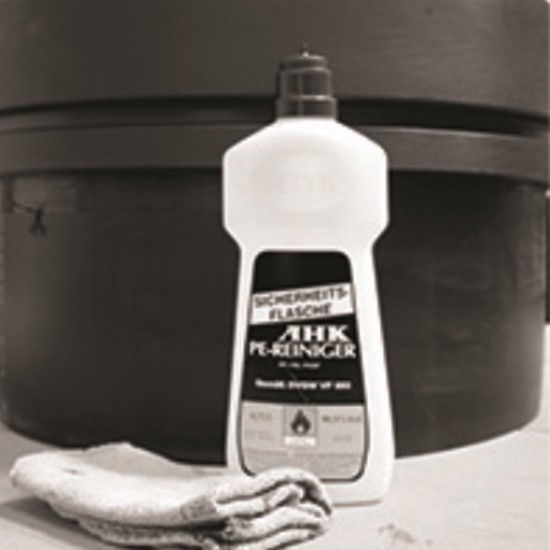 |
| 6. При использовании электрофитингов STAR без упора зона сварки должна быть обозначена при помощи перманентного маркера. |  |
| 7. Достаньте электромуфту из упаковки, не касаясь зоны сварки, и вставьте в нее конец трубы по маркировочную линию или упор. Перекосы при монтаже не допускаются. | 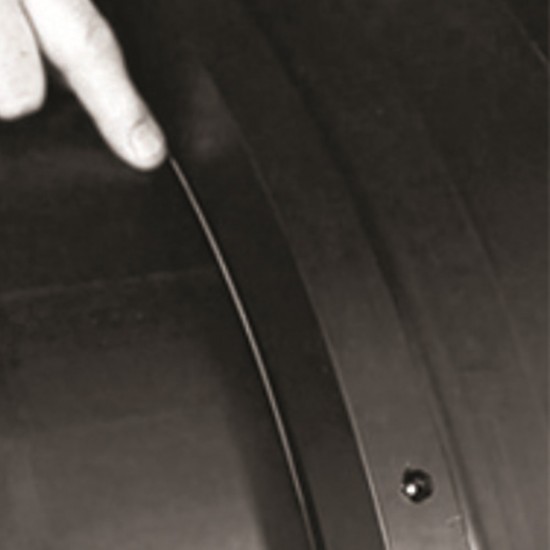 |
| 8. Повторите этот процесс со вторым концом трубы, обращая внимание на то, чтобы кольцевой зазор по обеим сторонам не был слишком большим (максимально 3 мм) и по периметру был одинаковым. Заклейте кольцевой зазор с двух сторон широкой клеящейся лентой. |  |
| 9. При монтаже обратите особое внимание на все подготавливаемые к сварке фитинги, которые дoлжны находиться в ненапряженном состоянии в зоне сварки. Концы труб, входящие в электрофитинги STAR, не дoлжны находиться под действием изгибающих напряжений или под действием сил от собственного веса. При необходимости применяйте подставки, упоры и подходящие к электрофитингам и трубам фиксирующие приспособления. |  |
| 10. Проводите процесс сварки согласно инструкции по обслуживанию сварочных аппаратов данных производителем. При контроле и надзоре процесса сварки вы должны находиться на достаточном и безопасном расстоянии: минимум 1 метр от зоны сварки. |  |
| 11. После окончания процесса сварки проверьте данные на дисплее сварочного аппарата и отключите сварочный кабель. Обратите внимание на отсутствие напряжения в зоне сварки между трубой и фитингами до момента окончательного охлаждения. |  |
| 12. Ввод трубопровода в эксплуатацию производится только после успешного испытания под давлением. |  |
Официальное представительство в Российской Федерации
Адрес: 660022, г. Красноярск, ул. Партизана Железняка, 18, оф. 6-11
Тел/факс: +7(391) 259-17-53, 259-16-47
E-mail: td.sts@mail.ru
Cайт: www.kraspipe.ru
Служба обслуживания и поддержки
STAR Kunststoffverarbeitungs GmbH Schepersweg 41 - 61
46485 Wesel, Germany
Tel. +49 (0) 281 - 9 84 14 - 88 Fax +49 (0) 281 - 9 84 14 - 44 E-Mail: info@star.de.com www.star.de.com
03 октября 2022